3D-printing feilsøking: Løs de vanligste problemene selv
Står du fast med en mislykket 3D-utskrift? Ikke kast bort mer tid og materiale! De fleste 3D-printing problemer kan løses med enkle justeringer. Her er den komplette guiden til å identifisere og fikse de mest frustrerende utskriftsfeilene – så du kan få perfekte resultater hver gang.

Lag løsner ikke fra byggeplaten
Dette er kanskje det mest frustrerende problemet for 3D-printing entusiaster. Du har ventet i timevis på at utskriften skal bli ferdig, bare for å oppdage at den første delen har løsnet og hele objektet er ødelagt.
Årsaker og løsninger:
Byggeplaten er ikke ren nok
- Rengjør byggeplaten grundig med isopropyl alkohol
- Fjern alle rester av tidligere utskrifter
- Bruk en ren klut som ikke etterlater fibre
Feil byggeplatetemperatur
- PLA: 40-60°C
- ABS: 80-110°C
- PETG: 50-80°C
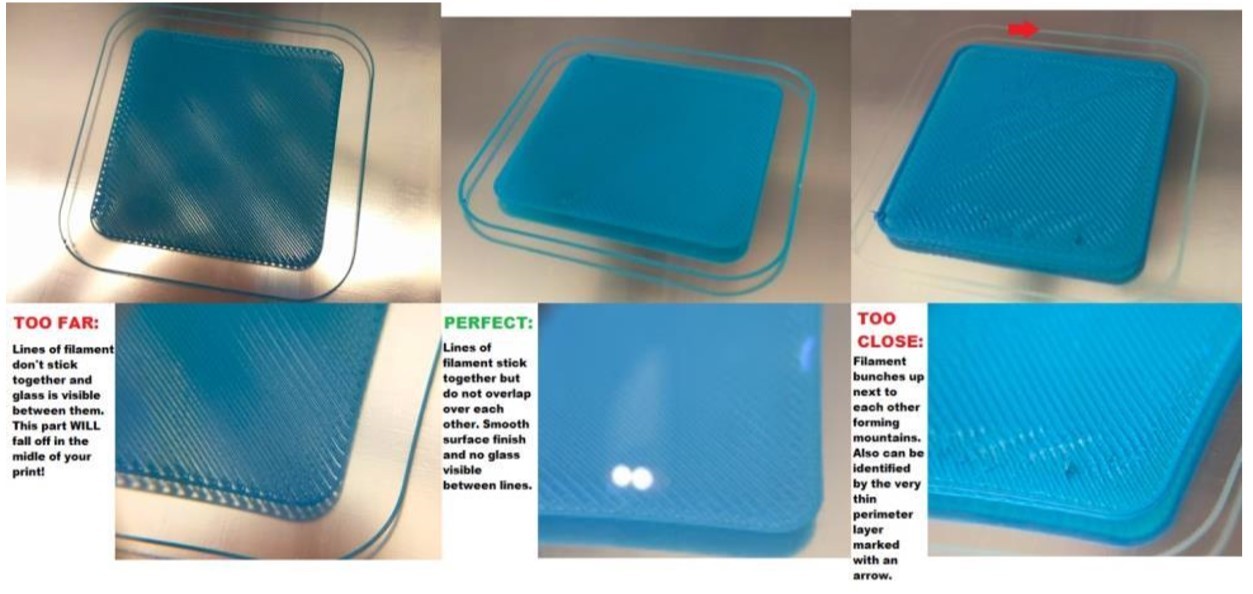
Dårlig første lag
- Reduser hastigheten på første lag til 10-20 mm/s
- Øk ekstruderings-temperaturen med 5-10°C for første lag
- Sjekk at dysen er riktig avstand fra byggeplaten
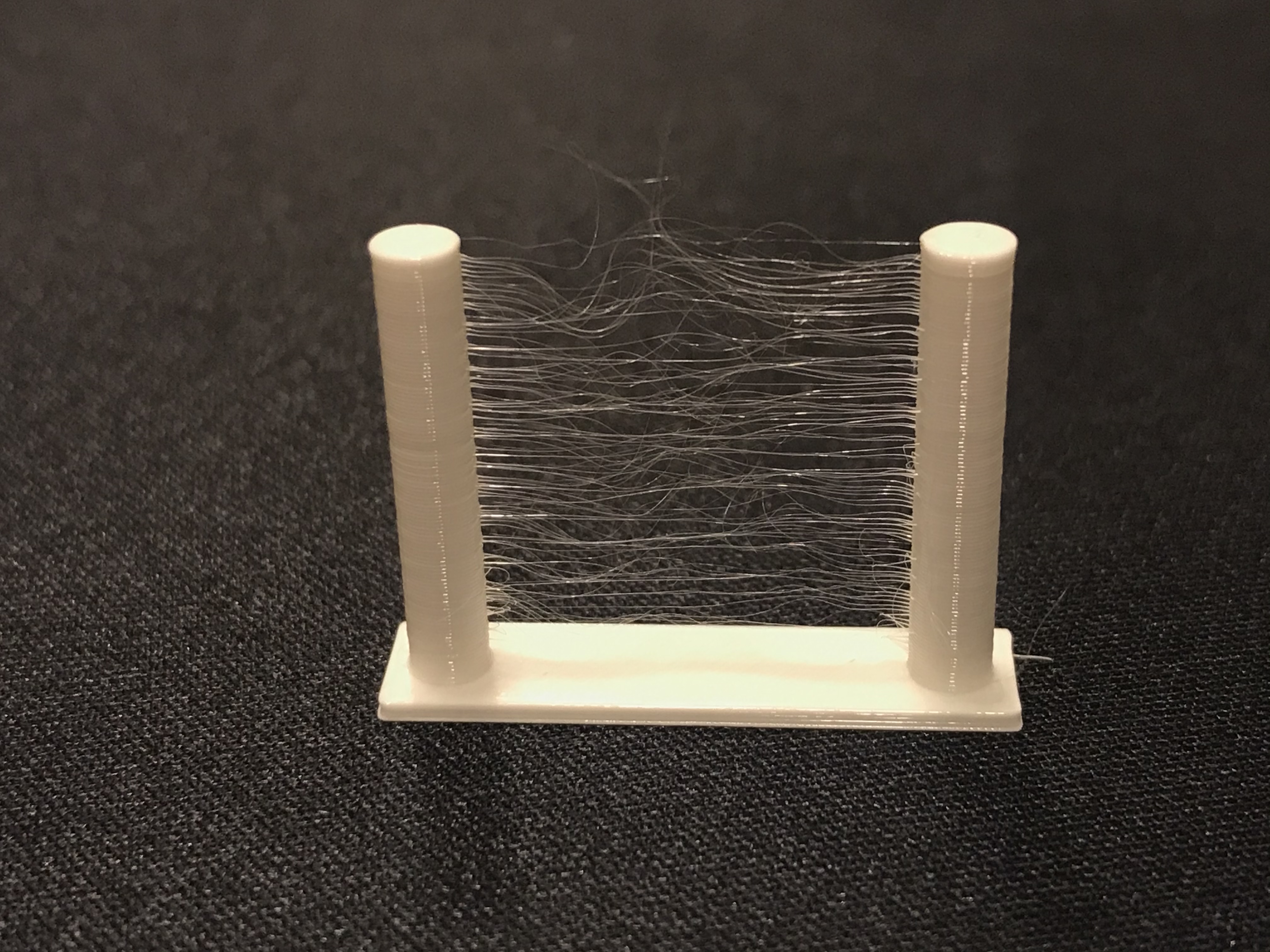
Stringing og overflødig materiale
Ser utskriften din ut som den er dekket av spindelvev? Stringing oppstår når smeltet materiale lekker fra dysen mens den beveger seg mellom forskjellige områder.
Effektive løsninger:
Juster retraction-innstillinger
- Øk retraction-avstand til 4-6mm for Bowden-setup
- Øk retraction-hastighet til 40-60 mm/s
- Reduser retraction-avstand til 0.5-1mm for direct drive
Optimaliser temperatur
- Senk ekstruderings-temperaturen gradvis med 5°C av gangen
- Test med temperatur-tower for å finne optimal verdi
- Bruk laveste mulige temperatur som fortsatt gir god laghefte
Aktiver coasting og wipe
- Slå på coasting for å stoppe ekstrudering før slutten av linjer
- Bruk wipe-funksjonen for å rense dysen ved travel-bevegelser
Warping og krumming av hjørner
Warping er når hjørnene på utskriften krummer seg oppover og løsner fra byggeplaten. Dette problemet rammer spesielt ABS og andre høytemperatur-materialer.
Forebyggende tiltak:
Kontroller omgivelsestemperatur
- Bruk lukket 3D-printer eller byggeskap
- Unngå trekk og temperatursvingninger
- Hold rom-temperaturen stabil under utskrift
Optimaliser design
- Legg til brim eller raft i slicer-programmet
- Rund av skarpe hjørner i designet
- Bruk mindre overhengende deler
Riktig materiallagring
- Oppbevar filament tørt og lufttett
- Bruk filament-tørker ved behov
- Unngå gammelt eller fuktig materiale
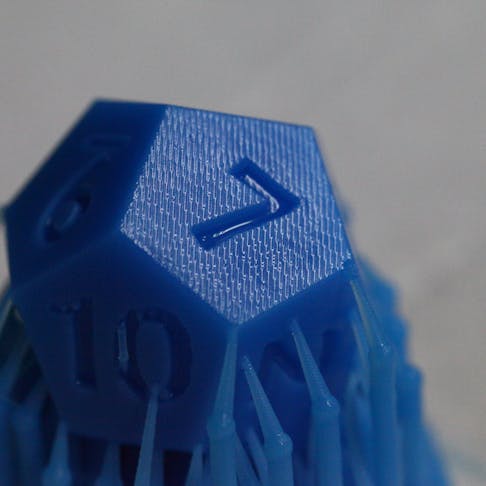
Dårlig overheng og støttestrukturer
Problemer med overhengende deler kan ødelegge selv de beste designene. Riktig bruk av støttestrukturer er avgjørende for komplekse geometrier.
Når trenger du støtte?
45-graders regel
- Vinkler over 45 grader trenger som regel støtte
- Bruer og overhengende deler må vurderes individuelt
- Test med små prototyper før store utskrifter
Optimaliser støtteinnstillinger
- Bruk tree supports for organiske former
- Juster støtte-density basert på kompleksitet
- Aktiver support interface for bedre overflate
Støtte-frie design-prinsipper
- Design med printing-retning i tankene
- Bruk graduelle overganger i stedet for skarpe kanter
- Vurder å dele komplekse objekter i mindre deler

Under-ekstrudering og svake lag
Når 3D-printeren ikke ekstruderer nok materiale, får du svake lag og hull i utskriften. Dette kan skyldes flere faktorer.
Diagnostisering og løsning:
Sjekk ekstruder-trykk
- Juster vippearm-spenning på ekstruder
- Rengjør tannhjul og fjern filament-rester
- Kontroller at filament-sporet kan rotere fritt
Kalibrér ekstrudering
- Mål faktisk ekstruderingsmengde mot ønsket
- Juster steps/mm eller flow-rate i slicer
- Test med enkle kalibreringsobjekter
Temperatur og hastighet
- Øk ekstruderings-temperatur gradvis
- Reduser utskriftshastighet ved detaljerte områder
- Sjekk at cooling-vifte ikke kjøler for mye

Overekstrudering og elefantfot
For mye materiale kan være like problematisk som for lite. Overekstrudering skaper grove overflater og dimensjonale unøyaktigheter.
Identifisering og korrigering:
Juster flow-rate
- Reduser flow-rate til 90-95% i slicer
- Test med kalibreringskuber
- Mål nøyaktig dimensjoner på ferdige objekter
Elefantfot på første lag
- Reduser første lag-høyde til 0.1-0.2mm
- Øk z-offset mellom dyse og byggeplate
- Bruk chamfer eller radius på bunnen av objekter
Optimalisér cooling
- Øk cooling-vifte-hastighet gradvis
- Bruk layer-cooling for små detaljer
- Unngå for mye cooling på første lag
Systemisk feilsøking: Steg-for-steg metode
Når du møter et 3D-printing problem, følg denne systematiske tilnærmingen:
1. Identifiser problemet nøyaktig
- Ta bilder av feilen fra flere vinkler
- Noter når i utskriften problemet oppstår
- Sammenlign med vellykket tidligere utskrifter
2. Eliminer variabler
- Endre kun én innstilling av gangen
- Test med enkle kalibreringsobjekter først
- Dokumenter alle endringer du gjør
3. Start med de enkleste løsningene
- Sjekk mekaniske komponenter først
- Verifiser at alle kabler er koblet til
- Kontroller at programvare-innstillinger er korrekte

Forebyggende vedlikehold
De beste 3D-printing resultatene kommer fra regelmessig vedlikehold:
Ukentlig vedlikehold:
- Rengjør byggeplaten grundig
- Sjekk at alle skruer og belter er stramme
- Kontroller filament-kvalitet og lagring
Månedlig vedlikehold:
- Kalibrér byggeplaten på nytt
- Rengjør ekstruder og hot-end
- Kontroller slitasje på bevegelige deler
Ved behov:
- Bytt dyse når den er slitt
- Oppdater firmware og slicer-programvare
- Rens og smør lineære lagre
Når du trenger profesjonell hjelp
Noen problemer krever ekspertbistand eller spesialisert utstyr. Hos Fjellskog Design kan vi hjelpe deg med:
- Komplekse designoptimaliseringer
- Materialvalg for spesifikke anvendelser
- Presisjonsjusteringer for kritiske komponenter
- Batch-produksjon med konsistent kvalitet

Bygg din feilsøkings-ferdighet
3D-printing feilsøking er en ferdighet som utvikles over tid. Start med enkle prosjekter og dokumenter løsningene dine. Med erfaring vil du raskt kunne identifisere og løse de fleste problemer selv.
Husk at hver 3D-printer har sine egenheter, og det som fungerer på én maskin trenger ikke fungere på en annen. Tålmodighet og systematisk tilnærming er nøkkelen til suksess.
Opplever du vedvarende problemer med 3D-printing? Last opp modellen din til Fjellskog Design, så sørger vi for at den blir printet perfekt første gang – mens du lærer av våre innstillinger og teknikker.